Tel:+86-574-62837600 / 62837603 / 62837602


Contact:MS.ECHO XU
Tel :+86 574 62837600,62837603
Fax:+86 574 62837601
Email:
![]() sales@sunpass.cn
SKYPE:
sales@sunpass.cn
SKYPE:
![]() echoxu1979
www.sunpass.cn
echoxu1979
www.sunpass.cn

Packing (Gland Packing) is the most commonly used sealing material in industrial pumps and valves—a flexible, cord-like material used to seal pump shafts and valve stems.
For Valves: Expert installation prevents leakage, reduces stem friction, maintains optimal sealing under varying pressures, and significantly extends packing life.
For Pumps: Properly installed gland packing minimizes leakage, protects shaft sleeves, controls heat generation, and ensures reliable and efficient pump operation under dynamic conditions.
SUNPASS Sealing is specializes in the production of industrial Gland packing and raw materials.Our gland packing is widely used due to its high reliability, low cost, and ease of maintenance.
Although Gland Packing is just a small sealing component, if it fails, the consequences can range from persistent dripping and environmental contamination to equipment shutdowns and skyrocketing repair costs.
The sealing performance of packing depends heavily on the quality of its installation. Proper packing installation not only ensures leak-free operation but also extends equipment life, reduces downtime, and improves overall operational efficiency.
Common Installation Mistakes and Tips for Avoiding Pitfalls
|
Incorrect Practice |
Consequences |
|
Inserting multiple turns of packing at once |
Uneven stress distribution, seal failure |
|
Aligning the joints without proper positioning |
Direct leakage path |
|
Tightening the gland all the way in one go |
Packing overheats and burns, stem wear |
|
Cutting the packing to fit the stuffing box |
Incorrect length, poor joint fit |
|
Failing to remove old packing residue |
Uneven stress distribution on the new packing |
Incorrect packing material selection and improper installation are the two main causes of seal failure. This article will help you completely resolve packing seal issues by addressing both selection and installation.
Step 1: Selection: Choosing the Right Packing Is Half the Battle
1.1 Operating Parameters to Understand Before Selection
The operating conditions must match the packing’s performance characteristics.
Before selecting packing, you must first clarify the following operating parameters:
l Medium: What fluid is being sealed? (Water, steam, oil, acids/alkalis, solvents?)
l Temperature: What is the operating temperature range?
l Pressure: What is the system pressure?
l Linear Speed: What is the rotational or reciprocating speed of the shaft or valve stem?
l Equipment Type: Is it a pump or a valve? Is it rotary or reciprocating?
1.2 Comparison of SUNPASS Packing Materials
|
SUNPASS Packing Types |
Main Materials |
Impregnation and Reinforcement |
Core Characteristics and Application Scenarios
|
|
Graphite Packing |
Flexible graphite |
Glass fiber, cotton yarn, stainless steel wire, PTFE, stainless steel wire mesh |
High temperature resistance (-100℃–850℃), high pressure resistance (0–30.0MPa), corrosion resistance, suitable for high-temperature and high-pressure valves and pumps.
|
|
Aramid Packing |
Aramid fiber |
PTFE, silicone oil |
High strength (tensile modulus >70 GPa), wear-resistant, extrusion-resistant, chemically resistant (pH 2-12), high temperature resistance (-100~+280℃), suitable for centrifugal pumps, reciprocating pumps, slurry pumps, high-temperature and high-pressure steam valves, and reactor agitator shafts.Aramid packing has high strength but also high friction, which may cause wear on the shaft sleeve; therefore, it is recommended that the surface hardness of the shaft or shaft sleeve be 60 HRC or higher. |
|
PTFE packing |
PTFE |
PTFE , silicone oil |
offers excellent corrosion resistance, high cleanliness, and a low coefficient of friction, making it suitable for food, pharmaceutical, and highly corrosive media applications.
|
|
Ramie packing |
Ramie fiber |
PTFE and silicone oil |
It has good thermal conductivity, is wear-resistant, and high-temperature resistant, typically used in high-temperature oil pumps and similar applications. |
|
Acrylic packing |
Acrylic |
PTFE, graphite, and silicone oil. |
It is soft, high-strength, wear-resistant, and erosion-resistant, suitable for packing seals in pumps, valves, and reactors operating at high linear velocities and pressures.
|
|
Cotton Yarn Packing |
Cotton yarn |
PTFE, Graphite, petroleum jelly, silicone oil |
Offers good flexibility and plasticity, suitable for general sealing of pipes, containers, and equipment. |
|
Glass Fiber Packing |
Glass fiber |
PTFE, graphite |
High temperature resistance, corrosion resistance, wear resistance, high flexibility, suitable for sealing work in high-temperature environments. Used in chemical, metallurgical, power, and dynamic sealing applications.
|
Step 2: Pre-Installation Preparation
2.1 Preparing Tools
Before installing the packing, please prepare the following tools:
Packing extractor (specialized hook; never use a screwdriver to pry it out)
Sharp utility knife or specialized packing cutter
Vernier caliper (for measuring shaft diameter and stuffing box bore diameter)
Torque wrench (for controlling the torque of the gland nuts)
Packing installation tool (compression sleeve or gland follower)
Lubricant (molybdenum disulfide, graphite powder, or specialized packing installation grease)
Personal protective equipment such as a hard hat, safety goggles, and gloves

2.2 Safety Check
Before beginning any operation, you must:
l Thoroughly relieve all residual pressure from the system (operating the packing gland under pressure may cause the gland cover to pop open, resulting in serious injury.)
l Close the valve and post a “Do Not Operate” warning sign
l Confirm that the equipment temperature has cooled to a safe range
l Wear safety goggles and gloves—fine packing fibers may irritate the skin
2.3 Thoroughly Remove Old Packing
Correct Procedure:
① Use a packing remover to remove all old packing one coil at a time—including the spacer ring and the rings below it(Caution: Do not scratch the valve stem or sleeve during removal)
② Thoroughly clean the inner walls of the stuffing box; compressed air may be used to blow away any residual particles
③ Inspect the valve stem and the inner walls of the stuffing box for scratches, corrosion, eccentricity, or excessive wear

Step 3: Correct Selection—Dimension Calculation
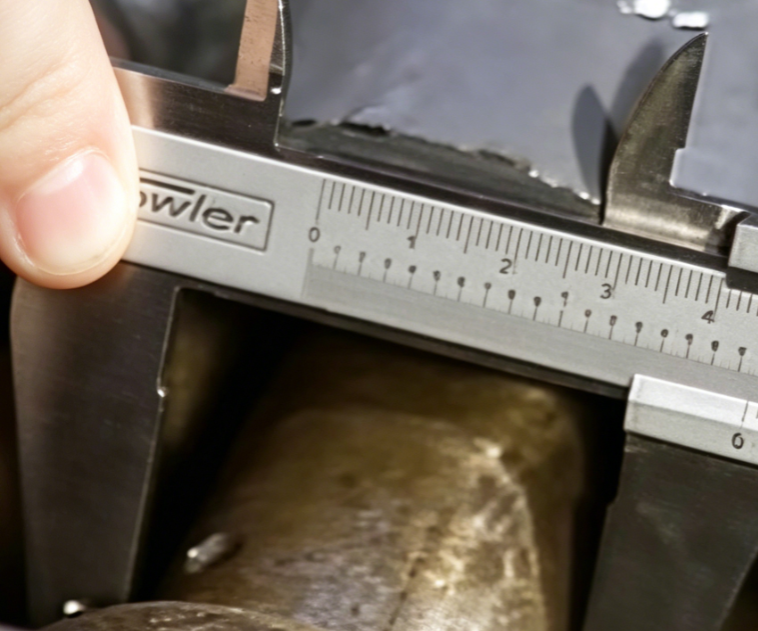
The cross-sectional dimensions of packing should not be selected “by feel.” The correct calculation formula is:
Cross-sectional area = (Inner diameter of the stuffing box – Outer diameter of the valve stem) ÷ 2
Formula for cutting length:
L = (Shaft diameter d + Packing width s) × 1.07 × π (where 1.07 is an empirical coefficient to ensure an appropriate interference fit at the joint, preventing loosening.)
Step 4: Cutting the Packing
4.1 Cutting Angle

Generally, a 90° straight cut is used for rotating shafts (pump shafts), while a 45° bevel cut is used for valve stems.
4.2 Cutting Method
① Wind the packing tightly around a mandrel with the same diameter as the valve stem (do not overstretch it; do not wrap the packing around the stuffing box to determine the length).
② Cut a single ring of packing from the mandrel.
③ Insert the cut ring into the stuffing box to check for a proper fit, ensuring there are no gaps at the joint.
④ Use this ring as a standard to cut the remaining rings of packing.
Step 5: Packing Installation—One Ring at a Time, Staggered, and Tightened
5.1 Installing One Ring at a Time

Install only one ring of packing at a time. After installing each ring, use a packing tool or the packing gland’s follow-up mechanism to press it all the way down. Confirm that the ring is fully seated before installing the next one. Never stuff multiple rings of packing in at once and then forcefully tighten the packing gland—this is one of the most common mistakes.
5.2 Offset Joints
The joints of two adjacent packing rings must be offset by at least 90°, with 120° generally recommended. If a water-cooling system is installed, care must also be taken to ensure that the packing rings are offset from the cooling water inlet of the stuffing box.
5.3 Differences Between Pump and Valve Packing
Packing for Pumps: A gap of approximately 0.3 mm to 0.6 mm should be left between the packing cross-section and the stuffing box to facilitate lubrication and heat dissipation. After the final layer is installed, the pre-compression should be approximately 50% of the packing thickness.
Packing for Valves: The packing cross-section should be essentially flush with the stuffing box (pre-compressed ring). After the final layer is installed, the compression should be controlled between 25% and 35%.
Step 5: Tightening the Gland and Commissioning
5.1 Commissioning Method for Pump Packing
Commissioning of pump packing follows the principle of “loosen first, then tighten; adjust gradually”:
① After installation, first tighten the gland nuts by hand.
② Start the pump; a slightly higher level of leakage is acceptable at this stage (this is a normal “break-in period”).
③ After running for approximately 15–30 minutes, slowly tighten the gland nuts to gradually reduce leakage.
④ Continue until leakage reaches an acceptable level (typically a few to over ten drops per minute; pump packing requires a small amount of leakage for lubrication and heat dissipation).
⑤ If the leakage suddenly stops, immediately loosen the gland nut—this indicates the gland is too tight, and the packing may overheat and burn out (zero leakage can cause the packing to dry out and burn, accelerating stem wear).
5.2 Tightening Method for Valve Packing
Valves require zero leakage, so the tightening method differs:
① Apply torque to the gland nut to 30% of the full torque
② Open and close the valve several times (5 full-stroke cycles)
③ When the valve is in the closed position, apply the full torque
④ Repeat steps 2–3 a total of 3–4 times
After each opening and closing cycle, retighten the gland nut to the recorded torque value (gland nuts should be tightened symmetrically and alternately to avoid uneven stress on the gland.)
Step 6: Post-Operation Inspection and Maintenance
The first few hours after installing new packing are critical:
l After 4–8 hours of operation, retighten the gland nuts once—the packing will “relax” after initial compression, which is normal
l Periodically check the gland play—when the gland is fully tightened and can no longer be adjusted, it indicates that the packing has worn out and needs to be replaced
l We recommend inspecting the packing joint quarterly to monitor leakage trends
If you encounter any issues during installation or are unsure which type of packing to choose, please feel free to contact our technical support team. We offer free technical consultations and recommendations tailored to your operating conditions.
7. Our Product Recommendations

Why choose us?
SUNPASS SEALING TECH, founded in 1979, has 178 employees. Relying on more than 40 years of mature technology and experience, it specializes in the production of industrial sealing and thermal insulation materials. SUNPASS has a high reputation and influence in the sealing industry at home and abroad.
SUNPASS has a modern professional workshop of 12000M2, with more than 20 production lines such as graphite products, PTFE products, sealing gland packing, sealing gasket, glass fiber products, ceramic fiber products, rubber products and so on.
Customers are located in more than 200 countries and regions such as China, Kuwait, Spain, Germany, France, the Netherlands, Saudi Arabia, Russia, the United States, Mexico, Brazil, Australia, South Korea, Japan, Thailand, Egypt, Belgium, etc.
① Quality Raw Materials
Raw Material Traceability and Access Control:
Strict Supplier Audit and Management: We conduct technical, production, and quality system assessments of core raw material suppliers such as aramid fiber, carbon fiber, PTFE, and high-purity graphite, establishing a qualified supplier list. Made from high-quality raw materials, our products offer strong sealing, wear resistance, and aging resistance, suitable for various industrial scenarios and with strong operating condition tolerance: They possess excellent high-temperature resistance, low-temperature resistance, high-pressure resistance, and chemical corrosion resistance, and can operate stably in a wide temperature range of -50℃ to 280℃ and under high-pressure environments.

Batch Traceability System: All raw materials are assigned a unique batch number, recording their origin, specifications, and incoming inspection reports. Any finished product can be traced back to the batch of raw materials used, achieving full-chain traceability.
② Production Control
Professional Quality Control Team: Led by engineers with backgrounds in materials science and mechanical engineering, all operators undergo rigorous training and certification before starting work. Utilizing a dense structural design, superior substrate characteristics, and high elasticity, a multi-layered sealing protection system is formed, effectively blocking the penetration paths of various media such as gases, liquids, and dust.

Product Quality Assurance: Possesses sealing test reports, SGS and FDA certificates, temperature resistance test reports, and material composition certification, meeting industrial sealing material standards. Under long-term continuous operation, it achieves zero leakage, building a solid safety barrier for industrial production.
Our sealing packings have a service life 40%-60% longer than conventional products on the market, significantly reducing replacement frequency, directly reducing equipment downtime for maintenance and spare parts procurement, and lowering overall operating costs by more than 25% compared to similar products.
③ Comprehensive Service
l Operating Condition Adaptation Analysis: Providing optimal matching solutions for packing materials and braiding methods based on customer-provided pressure and temperature conditions;
l Free small-batch sampling;
l Rapid Response Inventory: Maintaining safety stock of commonly used materials and specifications (such as graphite, aramid, PTFE)
;

l Green channel for urgent orders
